Plastic Injection Moulding Process
The plastic injection moulding process produces large numbers of parts of high quality with great accuracy, very quickly.
Plastic material in the form of granules is melted until soft enough to be injected under pressure to fill a mould. The result is that the shape is exactly copied. Once the plastic moulding has cooled sufficiently to harden the mould opens releasing the part. The whole plastic injection moulding process then repeats.
Injection moulding requires three essencial ingredients: raw material plastic, an injection molding machine and an injection moulding tool. You do not really need to concern yourself with this technology. We have put it here purely for your benefit.
(Image supplied courtesy of Rutland Plastics Ltd)
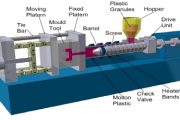
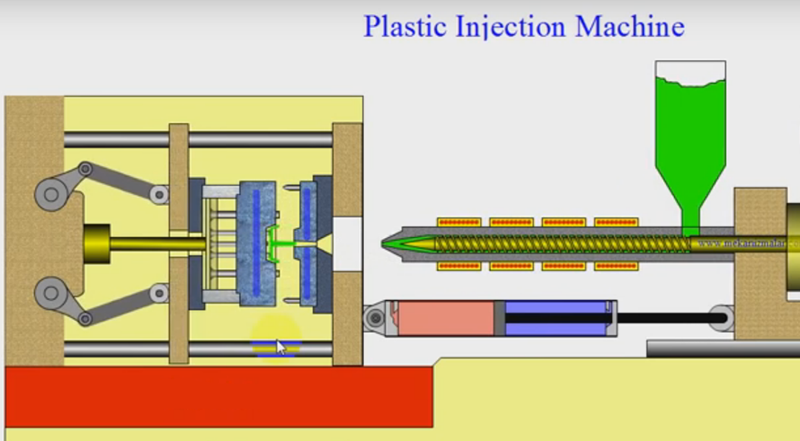
Plastic granules are fed into the injection molding machine’s hopper. The plastic melts in the barrel. Heat is applied by friction of the screw and by heaters. While the screw turns the screw moves backwards and the molten plastic moves to the front of the barrel. The mould closes and plastic is forced into the mould by the forward moving force of the screw. The mould is then cooled by water circulation. Once the product has crystallized or hardened the mould can be opened to release the product.
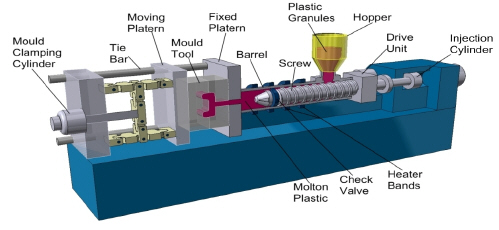
(Image supplied courtesy of Rutland Plastics Ltd)
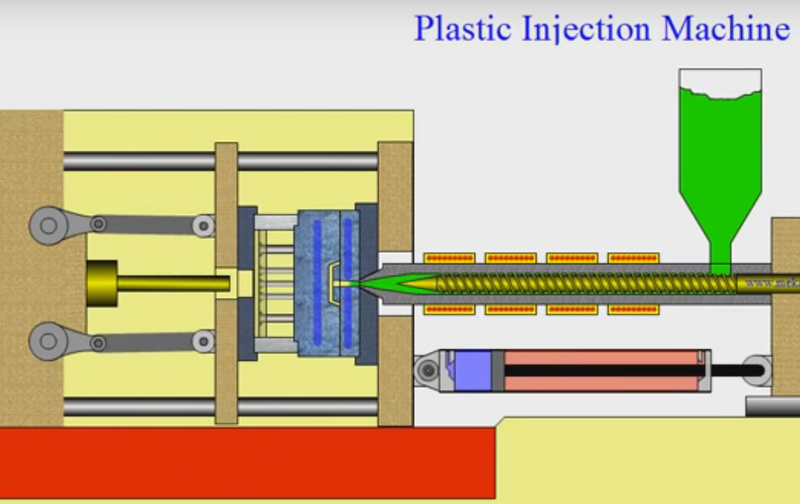
CLAMPING – the moving and fixed platens of the injection moulding machine (see next section) holds the mould tool together under pressure.
 Mould Closed, Clamping
Mould Closed, Clamping
(Image supplied courtesy of Rutland Plastics)
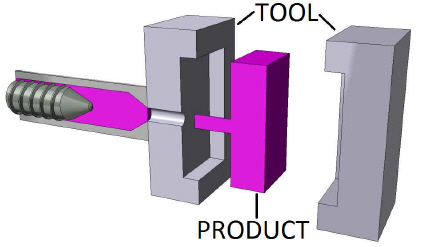
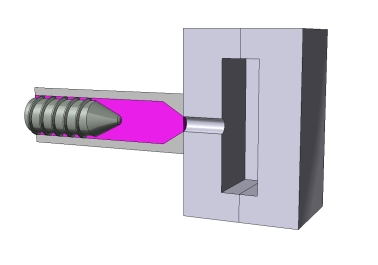
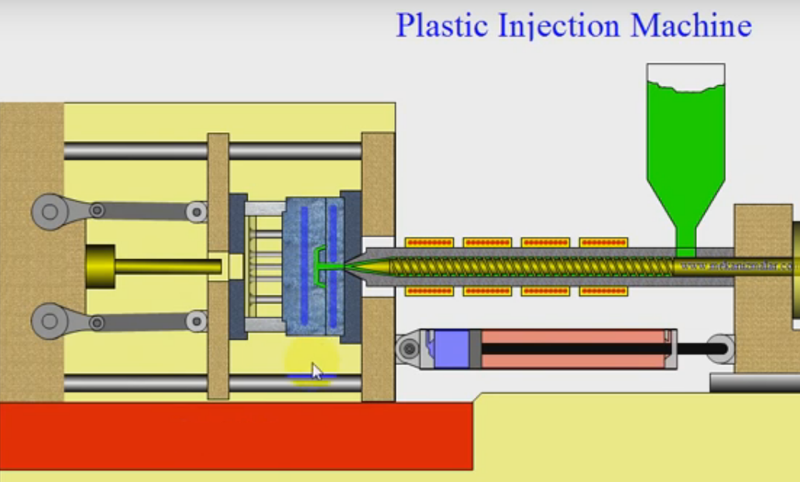
INJECTION – the molten plastic that has been melted from pellet form in the barrel of the moulding machine is injected under pressure into the mould.
 Inject Molten Plastic to Mould
Inject Molten Plastic to Mould
(Image supplied courtesy of Rutland Plastics Ltd)
DWELLING – after the molten plastic has been injected into the mould pressure is applied to ensure all cavities are filled.
COOLING – the plastic parts are then allowed to solidify in the mould.
 Hold Mould Closed & Cool Down
Hold Mould Closed & Cool Down
(Image supplied courtesy of Rutland Plastics)
OPENING – the moving platen moves away from the fixed platen (see next section) separating the mould tool.
EJECTION – rods, a plate or air blast then aids ejection of the completed plastic moulding from the injection mould tool.
 Open Mould and Eject Part
Open Mould and Eject Part
(Image supplied courtesy of Rutland Plastics)
Plastic products are usually a thermoplastic material. The most common are polystyrene PS, polypropelene PP, polyethelene HDPE or LDPE, polycarbonate PC and polyamide (nylon) PA.
The tool is normally made from tooling steel and the force excerted on the tool is many tons of force. For example: it would take about 100 tons to injection mould a CD cover. The mould is clamped together with 100 tons of force and the injection is also done with an equivalent force. A chair would typically require about 1000-1200 tons of force.
Powerjet Plastic Machinery manufactureed many kinds of injection moulding machines and tools. Our range of machines will be suited to help you to setting up a great production line for your exactly project.
Video: Plastic Injection Moulding Process